Mesin die casting ruang dingin harus memiliki margin tertentu dalam hal kinerja, parameter, efisiensi, dan keamanan untuk memastikan hasil, produktivitas, dan keamanan yang memuaskan
Barang Produk
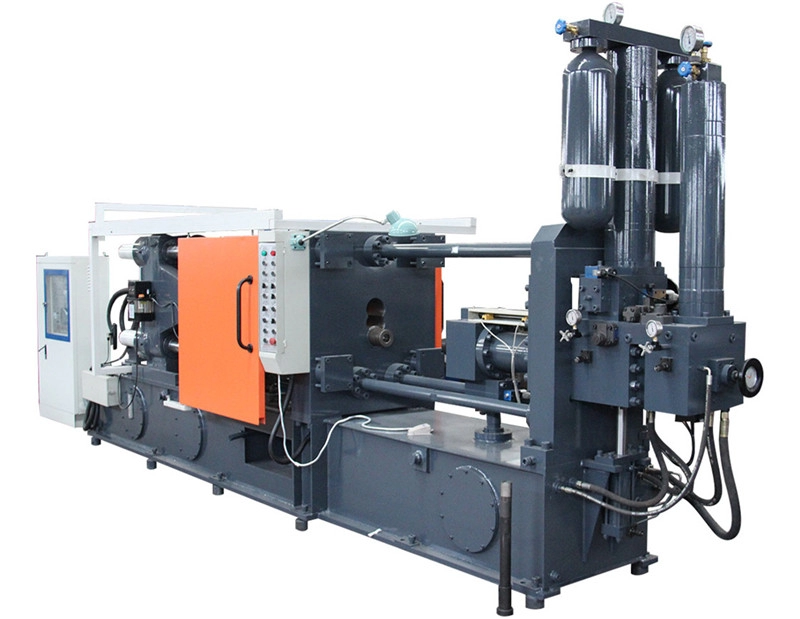
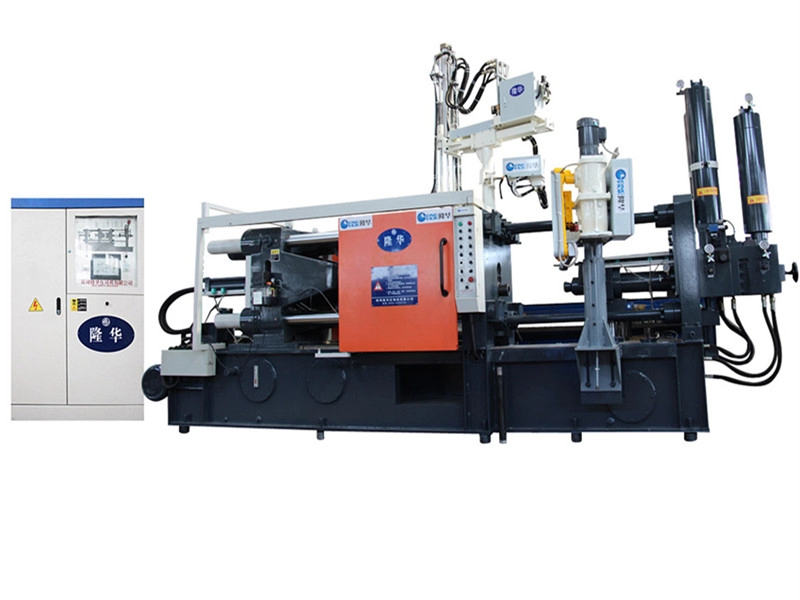
Mesin die casting otomatis penuh untuk memproduksi tuang Aluminium (LH-180T)
Mesin die casting, sampai batas tertentu, karena keunggulan akurasi ukuran dan kehalusan permukaan produk, umumnya tidak ada pemrosesan mekanis tetapi penggunaan langsung atau pemrosesan dalam jumlah kecil, sehingga tidak hanya meningkatkan tingkat pemanfaatan logam, tetapi juga mengurangi banyak peralatan pengolahan dan jam kerja. Harga pengecoran mudah; Kombinasi die casting dapat digunakan untuk bahan logam atau nonlogam lainnya. Menghemat waktu perakitan dan logam.


TABEL PARAMETER STANDAR SERI LH (LH-180T)
BARANG | SATUAN | SPESIFIKASI |
TEKANAN KERJA HIDROLIK | KKL | 14 |
KEKUATAN CLAMPING | KN | 1800 |
RUANG ANTARA DASI BAR | MM | 480*450 |
DIAMETER DASI BAR | MM | 85 |
STROKE PEMBUKA MATI | MM | 380 |
KEKUATAN INJEKSI (INTENSIFY) | KN | 270 |
JARAK PELUNCURAN Plunger | MM | 130 |
POSISI INJEKSI | MM | 0 -- 140 |
DIAMETER Plunger | MM | 50----¢70 |
STROKE INJEKSI | MM | 350 |
TEKANAN CASTING (INTENSIFY) | KKL | 112/78/57 |
CASTING FIANGE PROTRUSI | MM | 10 |
DIAMETER CASTING FIANGE | MM | 110 |
MAX CASTING AREA DI BAWAH 40MPA | CM2 | 450 |
BERAT LNJEKSI (AL) | KG | 2.4 |
TINGGI MATI (MIN--MAX) | MM | 200~550 |
KEKUATAN EJEKTOR | KN | 110 |
STROKE EJECTOR | MM | 80 |
KAPASITAS MOTOR | KW | 15 |
DIMENSI MESIN (P*L*T) | M | 5.22*1.4*2.35 |
BERAT MESIN REFERENSI UNTUK UPLIFTING | T | 6.7 |
KAPASITAS TANGKI MINYAK | L | 600 |
PSKAMI BERHAK UNTUK MELAKUKAN PENINGKATAN TEKNIS APA PUN TANPA PEMBERITAHUAN LEBIH LANJUT
Prosedur kerja mesin die casting ruang dingin
1. Tutup cetakan.
2. Tuang cairan logam ke dalam ruang tekanan secara manual atau sebaliknya.
3. Pukulan atas bergerak ke bawah pada kecepatan pemotretan yang lebih rendah, memasuki ruang pers dan mencapai tingkat cairan logam hanya dengan kontak dengannya.
4. Pukulan atas berubah menjadi kecepatan injeksi yang lebih tinggi untuk menekan ke bawah, sedangkan pukulan bawah bergerak ke bawah secara serempak dengan pukulan atas pada jarak relatif dengan logam cair di bagian tengah.
5. Ketika pukulan saat ini bergerak ke bawah ke lubang nosel keluar selama operasi, bagian bawah pass bawah akan didukung, sehingga pukulan atas dan bawah menekan cairan logam bersama-sama dan menyemprotkannya ke lubang nosel (bagian dari langsung pelari) dengan kecepatan tinggi.
6. Cairan logam memasuki rongga cetakan dari gerbang bagian dalam melalui pelari lurus yang terdiri dari nosel, penutup gerbang, lubang kerucut cetakan tetap dan pengalih.
7. Setelah mengisi, pukulan atas masih mempertahankan tekanan tertentu sampai cairan logam di rongga cetakan benar-benar mengeras menjadi bagian die casting 1; Sariawan dan cairan logam di ruang tekan dipadatkan menjadi sariawan lurus dan kue sisa masing-masing.
8. Pukulan atas mengangkat dan mengatur ulang; Pada saat yang sama, pukulan bawah bergerak ke atas untuk memotong kue sisa yang masih terhubung dengan gerbang lurus.
9. Lanjutkan untuk menaikkan pukulan bawah, angkat kue sisa ke atas ruang tekanan, dan keluarkan secara manual atau dengan cara lain;
10. Pukulan bawah diatur ulang ke lubang sumbat nosel.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier