
Desain mesin die casting Longhua masuk akal, aman dan andal untuk digunakan, sepenuhnya memenuhi persyaratan teknologi produksi semua jenis die casting, berusaha untuk menciptakan layanan baru bagi sebagian besar pelanggan.
Barang Produk:
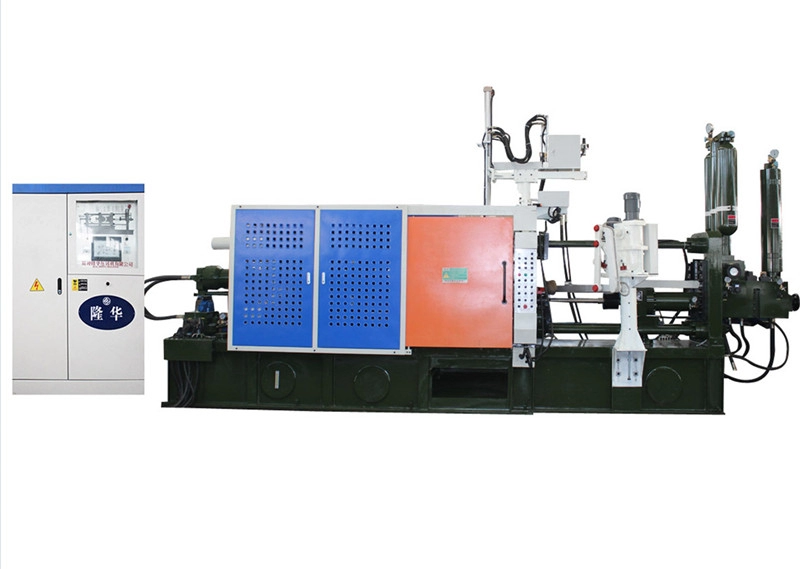
Desain baru Mesin die casting cerdas untuk membuat rumah motor aluminium (LH-350T)
Mesin die casting ruang dingin menggerakkan cetakan die casting untuk menutup dan membuka. Ketika cetakan ditutup, ia memiliki kemampuan yang cukup untuk mengunci cetakan untuk memastikan bahwa permukaan perpisahan cetakan tidak akan mengembang selama proses pengisian injeksi. Gaya penjepitan cetakan disebut gaya penjepit (juga dikenal sebagai gaya pencocokan cetakan), dan satuannya adalah kN, yang merupakan parameter utama untuk mengkarakterisasi ukuran mesin die casting.



TABEL PARAMETER STANDAR SERI LH (LH-350 T)
BARANG | SATUAN | SPESIFIKASI |
TEKANAN KERJA HIDROLIK | KKL | 14 |
KEKUATAN CLAMPING | KN | 3500 |
RUANG ANTARA DASI BAR | MM | 600 * 600 |
DIAMETER DASI BAR | MM | 120 |
STROKE PEMBUKA MATI | MM | 500 |
KEKUATAN INJEKSI (INTENSIF) | KN | 360 |
JARAK PELUNCURAN Plunger | MM | 180 |
POSISI INJEKSI | MM | 0 -- 160 |
DIAMETER Plunger | MM | 50----¢80 |
STROKE INJEKSI | MM | 480 |
TEKANAN CASTING (INTENSIFY) | KKL | 184/127/94 |
CASTING FIANGE PROTRUSI | MM | 12 |
DIAMETER CASTING FIANGE | MM | 110 |
MAX CASTING AREA DI BAWAH 40MPA | CM2 | 875 |
BERAT LNJEKSI (AL) | KG | 3.8 |
TINGGI MATI (MIN--MAX) | MM | 250~750 |
KEKUATAN EJEKTOR | KN | 180 |
STROKE EJECTOR | MM | 110 |
KAPASITAS MOTOR | KW | 18.5 |
DIMENSI MESIN (P*L*T) | M | 6.8*1.8*2.7 |
BERAT MESIN REFERENSI UNTUK UPLIFTING | T | 14.2 |
KAPASITAS TANGKI MINYAK | L | 700 |
PS:KAMI BERHAK UNTUK MELAKUKAN PENINGKATAN TEKNIS APA PUN TANPA PEMBERITAHUAN LEBIH LANJUT
Fitur mesin die casting ruang dingin
(1) Cocok untuk die casting seng, aluminium, magnesium, tembaga dan paduan lainnya;
(2) Tempat produksi MENGGUNAKAN lebih sedikit, dan kebanyakan dari mereka adalah komputer mini;
(3) Ruang tekanan ditempatkan secara vertikal. Setelah menuangkan cairan logam ke dalam ruang tekanan, gas berada di atas cairan logam.
(4) Perpindahan tekanan dipengaruhi karena banyak titik balik dari tekanan injeksi, terutama pada tahap bertekanan. Karena lubang kecil di pintu masuk nosel, transfer tekanan tidak cukup.
(5) Nyaman untuk membuka gerbang pusat;
(6) Arah panjang mesin mencakup area kecil, tetapi ketinggian mesin relatif tinggi;
(7) Tidak mudah untuk memecahkan masalah ketika larutan logam dirusak dengan pukulan yang lebih rendah;
(8) Dalam operasi produksi, ada prosedur untuk memotong kelebihan kue dan membagikan kue, mengurangi efisiensi produksi;
(9) Saat mengadopsi operasi otomatis, tambahkan prosedur menghilangkan sisa kue dari permukaan atas pukulan bawah.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier