



Mesin die casting Longhua mesin die casting untuk peralatan masak aluminium, efisiensi tinggi dan otomatisasi mudah.
Barang Produk:
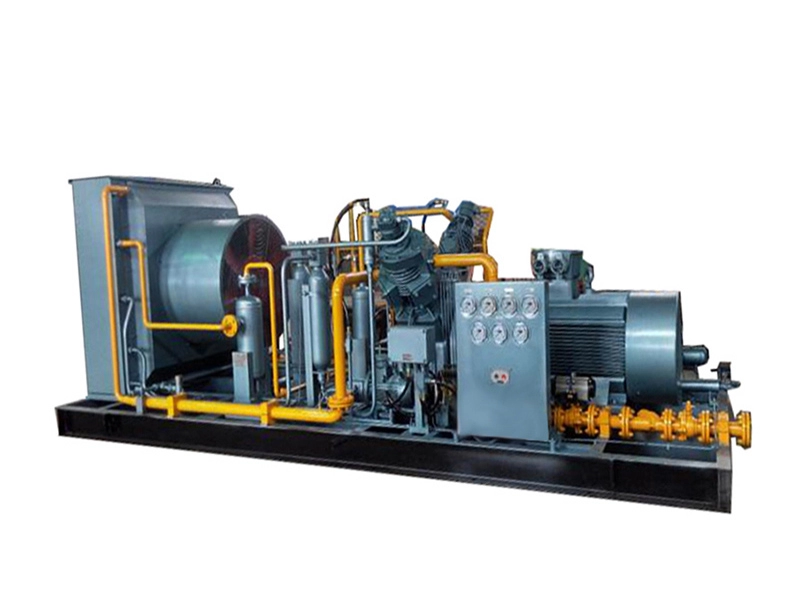
Mesin die casting vakum cerdas untuk pembuatan peralatan masak aluminium (LH-800T)
Menurut persyaratan hasil, proses produksi, variasi dan ukuran, jenis dan model mesin die casting, efisiensi produksi dan tingkat beban peralatan harus dikoordinasikan dan dikonfigurasi secara wajar.
Jangan gunakan mesin besar dengan yang kecil atau besar, tetapi gunakan mesin halus dengan yang besar untuk memastikan pengoperasian yang aman dari pasir mesin die casting memberikan permainan penuh untuk efisiensinya.



TABEL PARAMETER STANDAR SERI LH (LH-800 T)
BARANG | SATUAN | SPESIFIKASI |
TEKANAN KERJA HIDROLIK | KKL | 14 |
KEKUATAN CLAMPING | KN | 8000 |
RUANG ANTARA DASI BAR | MM | 810*810 |
DIAMETER DASI BAR | MM | 170 |
STROKE PEMBUKA MATI | MM | 750 |
KEKUATAN INJEKSI (INTENSIFY) | KN | 680 |
JARAK PELUNCURAN Plunger | MM | 280 |
POSISI INJEKSI | MM | 0 -- 250 |
DIAMETER Plunger | MM | 80----¢100 |
STROKE INJEKSI | MM | 720 |
TEKANAN CASTING (INTENSIFY) | KKL | 153/78/57 |
CASTING FIANGE PROTRUSI | MM | 20 |
DIAMETER CASTING FIANGE | MM | 180 |
MAX CASTING AREA DI BAWAH 40MPA | CM2 | 1900 |
BERAT LNJEKSI (AL) | KG | 13 |
TINGGI MATI (MIN--MAX) | MM | 350~900 |
KEKUATAN EJEKTOR | KN | 315 |
STROKE EJECTOR | MM | 200 |
KAPASITAS MOTOR | KW | 30 |
DIMENSI MESIN (P*L*T) | M | 9*2.2*3.1 |
BERAT MESIN REFERENSI UNTUK UPLIFTING | T | 35 |
KAPASITAS TANGKI MINYAK | L | 1500 |
PS: KAMI BERHAK UNTUK MELAKUKAN PENINGKATAN TEKNIS APA PUN TANPA PEMBERITAHUAN LEBIH LANJUT
Aturan operasi yang aman untuk mesin die casting paduan aluminium
1.Aluminium alloy die casting machine sebelum memulai, yang pertama harus meletakkan pegangan katup pelepas tekanan pada posisi pelepas tekanan, sampai operasi normal motor, dan kemudian lepaskan pegangan katup pelepas tekanan.
2. Mesin die casting paduan aluminium harus memanaskan model ke suhu yang ditentukan sebelum memotret, dan kemudian dapat ditekan ke dalam larutan logam.
3. Baffle pelindung harus digunakan pada titik kontak permukaan dan gerbang perpisahan cetakan. Operator harus memakai kacamata pelindung. Operator tidak boleh berdiri di sisi berlawanan dari kontak permukaan perpisahan. Mencegah cedera percikan cairan logam.
4. Jangan membawa api telanjang di dekat tangki bahan bakar. Pendinginan air harus diterapkan ketika suhu tangki melebihi suhu operasi peralatan yang ditentukan.
5. Alat harus digunakan saat melepas coran dan penambah cor dari cetakan die casting. Setelah melepas coran, residu logam yang menempel pada cetakan dan lubang udara harus dibuang tepat waktu.
6. Ketika pekerjaan selesai, pompa minyak harus dihentikan dan semua katup ditutup. Jika tungku insulasi digunakan untuk insulasi cairan logam, matikan catu daya dan hentikan peralatan ventilasi di tungku insulasi.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier